

Scopul fundamental al unei supape de refulare inferioară este de a realiza drenaj complet și închidere fără spațiu mort în punctul cel mai de jos al unui vas. În aplicații care variază de la bioreactoare sterile la rezervoare de cristalizare, incapacitatea de a drena complet produsul duce la contaminare încrucișată, creștere microbiană și pierderi semnificative de randament. Selectarea designului supapei - indiferent dacă este un berbec de ridicare, o supapă cu bilă cu fund întors sau un disc acţionat cu piston - dictează în mod direct curăţenia şi recuperabilitatea unui proces pe lot.
Proiectarea supapelor și geometria debitului
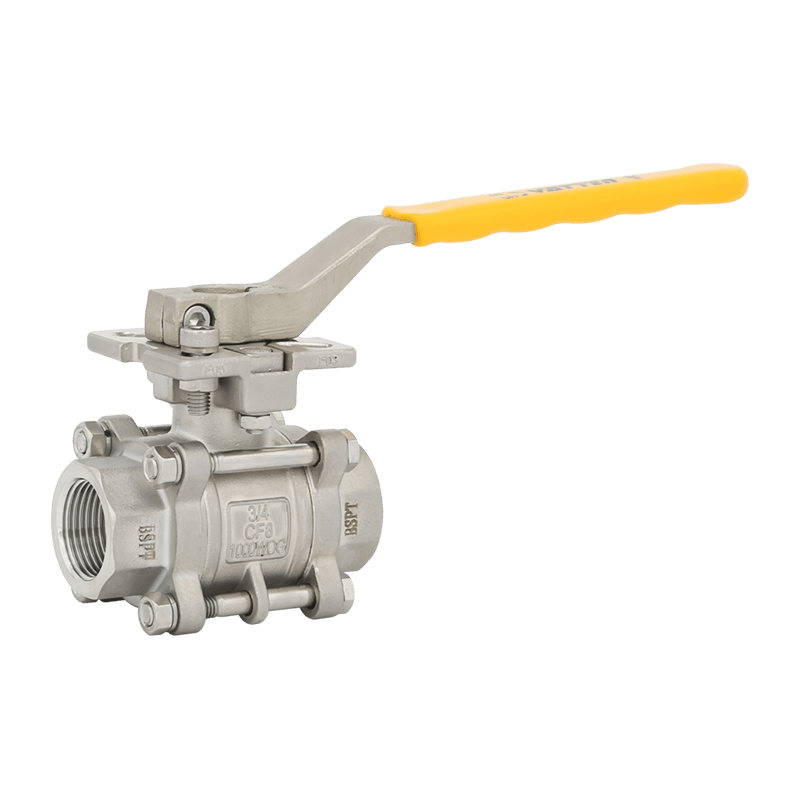
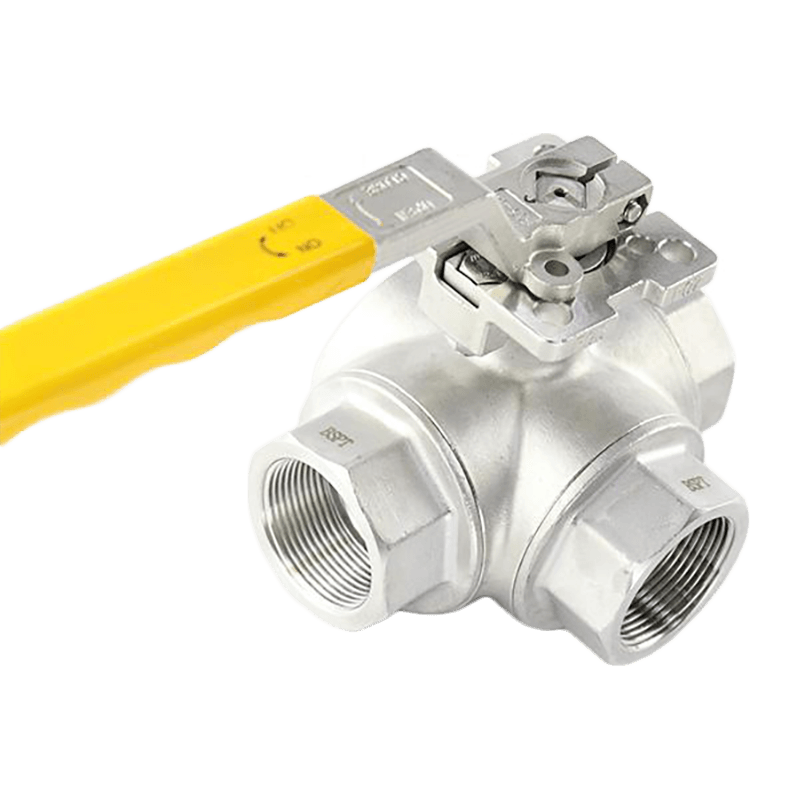
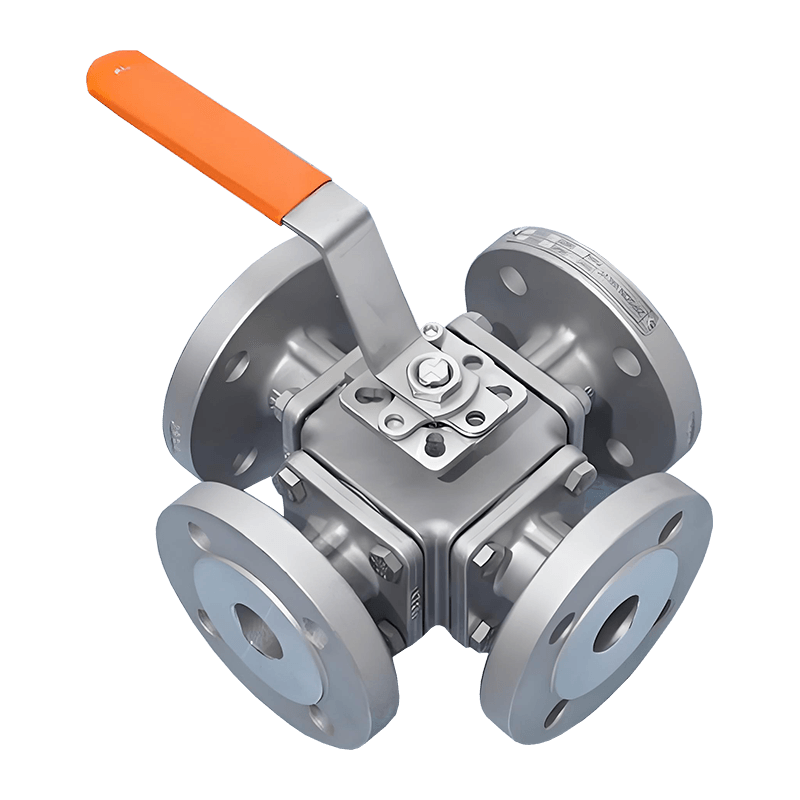
Distincția dintre o supapă cu glob standard și o unitate specializată de descărcare inferioară constă în conturul interior. Pentru ca o supapă să funcționeze eficient într-o aplicație de scurgere, suprafața de etanșare trebuie să fie la același nivel cu interiorul vasului când este închisă. Supapele cu piston sau piston împing un dop în duza rezervorului, ejectând fizic solide care ar putea bloca orificiul. Spre deosebire de aceasta, supapele cu bilă cu fundul întors prezintă o cavitate prelucrată care, atunci când este închisă, prezintă o suprafață netedă la interiorul vasului, împiedicând împachetarea solidelor în scaun. Datele din procesele de cristalizare arată că o supapă încasată standard poate prinde până la 15% din volumul lotului în zonele moarte, în timp ce un design cu montare încasată reduce de obicei volumul reținut la mai puțin de 0,5%.
Tehnologii de etanșare și știința materialelor
Integritatea de etanșare a unei supape de descărcare inferioară este testată nu doar prin diferențele de presiune, ci și prin acumularea de cristale abrazive sau polimeri lipici la punctul de închidere. Două strategii principale de etanșare domină domeniul: etanșări metal-metal pentru temperaturi extreme și etanșări cu buze din polimer pentru repetabilitate aseptică.
Sigilii metal pe metal
În procesele la temperatură înaltă care depășesc 200°C, elastomerii se degradează rapid. Stellit sau carbură de tungsten dură atât pe scaun, cât și pe disc oferă o etanșare de șlefuire care tolerează ciclul termic. Aceste suprafețe întărite ating adesea rate de scurgere la fel de scăzute ca Clasa V ANSI , făcându-le potrivite pentru fluide de transfer de căldură și săruri topite. Cererea operațională principală este un cuplu de acționare specific pentru a asigura că suprafețele metalice curg la rece una în cealaltă fără uzură.
Scaune din PTFE și PTFE compozit
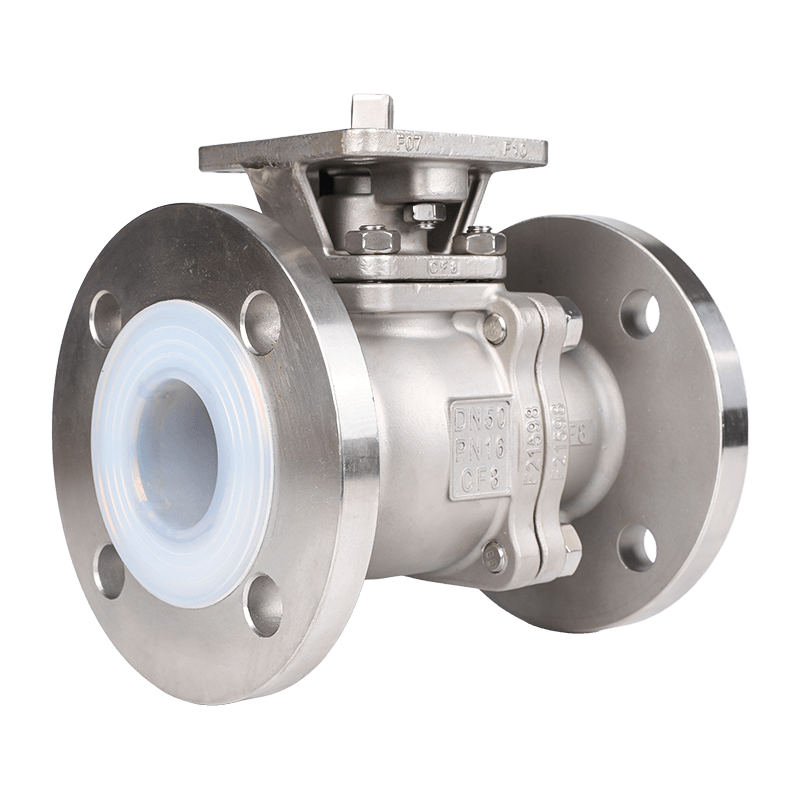
Pentru rezistența la coroziune chimică sub 180°C, PTFE modificat rămâne standardul industrial. Cu toate acestea, PTFE pur suferă de curgere la rece sub sarcină continuă. Producătorii contracarează acest lucru utilizând PTFE armat cu un conținut de umplutură de 15% până la 25% fibră de sticlă sau carbon, care crește rezistența la compresiune cu aproximativ 30% sacrificând în același timp ușor inerția chimică. Cea mai recentă generație de modele de scaune din PTFE cu arc creează o etanșare dinamică care compensează automat contracția termică fără ajustare manuală.
Compatibilitate cu curățare și sterilizare
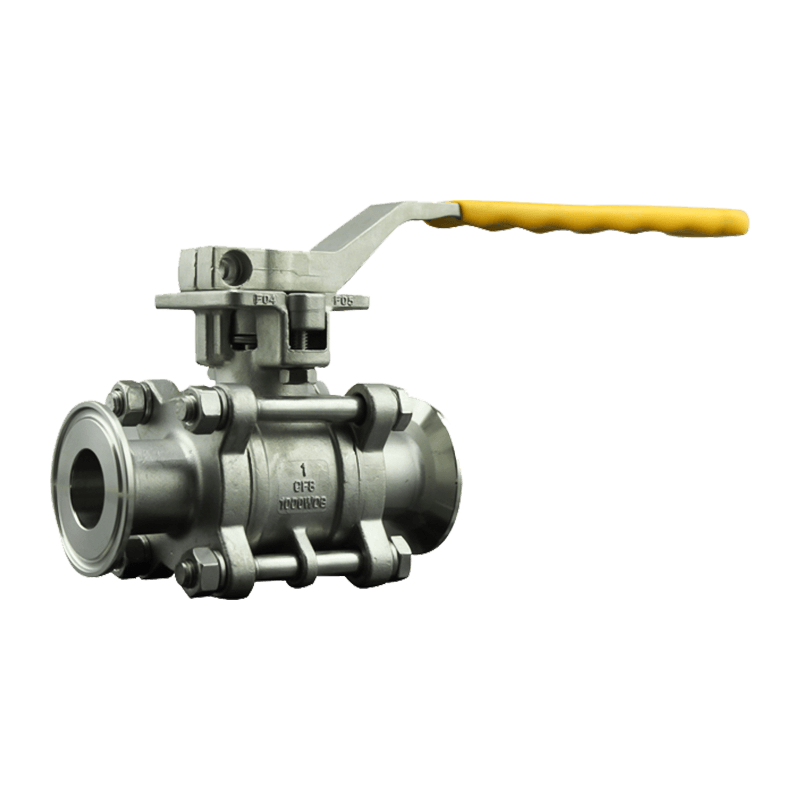
Curățarea este principalul factor de valoare pentru supape de refulare inferioare în științele vieții. Designul trebuie să elimine „spațiul de breșă” dintre duza vasului și elementul de etanșare. Ciclurile Steam-in-place (SIP) necesită ca corpul supapei să reziste la expunerea repetată 135°C abur saturat fără acumulare de condens. O supapă care utilizează o etanșare cu burduf în locul unui design standard al garniturii tijei va preveni pătrunderea contaminării externe și va permite pătrunderea completă a aburului în jurul tijei. Studiile de validare confirmă faptul că o supapă cu fund etanșat cu burduf poate obține a Reducere cu 6 log de spori de Geobacillus stearothermophilus în timpul unui ciclu standard de sterilizare de 30 de minute.
Finisajul suprafeței pieselor umede este un punct critic de control. O valoare Ra de 0,5 µm (20 microinchi) sau mai bună este standard pentru produsele farmaceutice de calitate injectabilă. Electrolustruirea îmbunătățește această suprafață prin îndepărtarea vârfurilor microscopice unde coloniile bacteriene se pot ancora, îmbunătățind rezistența la coroziune și reducând aderența produsului.
Acționare și control al procesului
Cadenta operațională a unei supape de descărcare inferioară implică adesea un imperativ de siguranță „închis defectuos”. Actuatoarele pneumatice cu retur cu arc sunt alegerea implicită pentru transferul de fluid periculos. Când are loc suprapresiune a vasului, pierderea presiunii aerului trebuie să forțeze imediat dopul supapei în poziția închisă împotriva curentului de curgere. Acest lucru necesită calcule de dimensionare a actuatorului care să țină cont de presiunea statică de cap a rezervorului plus un factor de siguranță de de 1,5 ori presiunea diferenţială maximă .
Controlul de precizie a fluxului direct de la ieșirea reactorului este din ce în ce mai frecvent. O supapă liniară cu berbec, cuplată cu un poziționator digital, permite supapei inferioare să se dubleze ca dispozitiv de dozare a rășinilor vâscoase. Prin profilarea conturului cursei, operatorii pot controla viteza de forfecare în timpul descărcării, prevenind defalcarea gelului care are loc la supapele cu bilă pornit/oprit.
Criterii de instalare și ingineria duzelor
Integrarea corectă a vasului necesită o prelucrare precisă a flanșei plăcuței. Dimensiunea critică este lungimea dintre diametrul interior al vasului și fața de etanșare a supapei. Dacă acest gât este prea scurt, dilatarea termică a jachetei poate deforma corpul și poate provoca scurgeri permanente. Dacă este prea lungă, se creează o reținere statică a produsului. O toleranță la șlefuire de ±0,5 mm este aplicabilă în timpul sudării pe teren pentru a preveni această nepotrivire. Supapele de refulare cu manta sunt obligatorii pentru procesele care implică sulf, smoală sau polimeri care se solidifică sub 100°C, asigurând că produsul rămâne mobil până când ultima picătură părăsește duza.
| Tip supapă | Tip optim de șlam | Vâscozitate maximă tipică |
|---|---|---|
| Creștere berbec / piston | Cristale abrazive, pulpe fibroase | 250.000 cP |
| Minge cu fundul la culoare | Lichide cu curgere liberă, nămoluri ușoare | 15.000 cP |
| Disc / Diafragma | Medii sterile, recoltare bioreactor | 10.000 cP |
Depanarea defecțiunilor comune ale sigiliului
Scurgerile persistente dintr-o supapă de descărcare de jos recent întreținută se datorează de obicei la trei cauze fundamentale. În primul rând, alinierea greșită între jugul actuatorului și capotă provoacă o încărcare laterală pe tijă, deformând scaunul moale în mod neuniform. În al doilea rând, produsul cristalizat depozitat în bucșa tijei limitează forța de închidere. Un protocol de reparații pe teren care folosește spălarea cu solvenți fierbinți, mai degrabă decât prindere mecanică, poate salva integritatea scaunului. În al treilea rând, cuplul incorect al presetupei comprimă tija, împiedicând contactul complet de etanșare; un test cu cadran-indicator pe cursă confirmă dacă ștecherul atinge fizic poziția complet închisă.
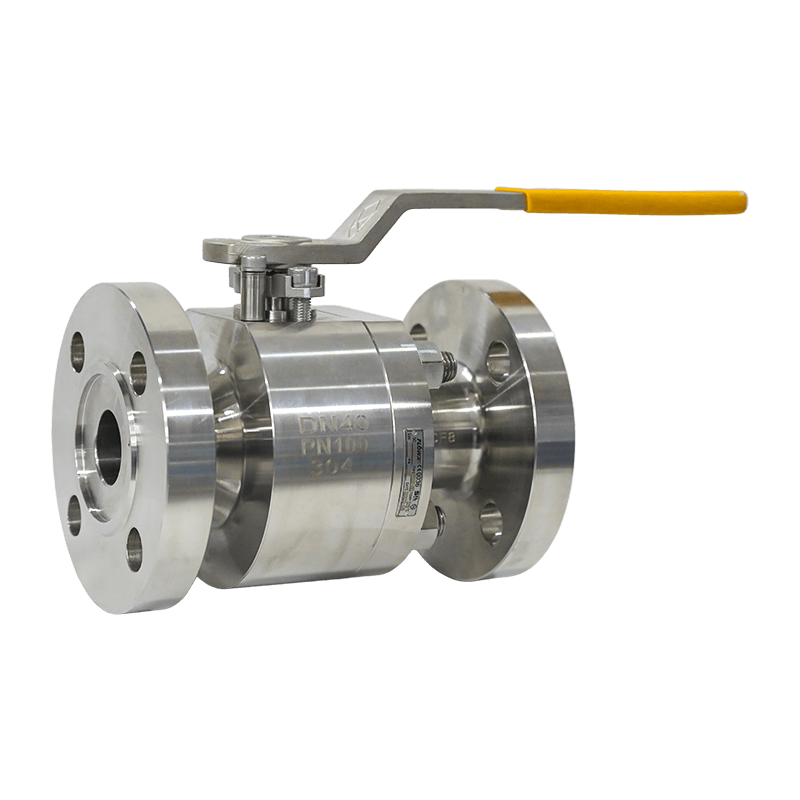
Costul ciclului de viață
Evaluarea unei supape de descărcare inferioară numai pe prețul de achiziție a capitalului ignoră costul dominant al timpului de întreținere. O caroserie forjată rezistentă, cu o inserție de scaun regenerabilă, deși de obicei costă cu 30% mai mult inițial decât un corp turnat dintr-o singură piesă, permite înlocuirea scaunului în linie fără a tăia îmbinarea sudură. Pe o durată de viață de cinci ani într-un șlam abraziv de dioxid de titan, costul total de proprietate pentru proiectarea forjată este de obicei cu 40% mai mic datorită vitezei de schimbare a întreținerii. Designul total sudat elimină garniturile de flanșă, eliminând cel mai comun punct de scurgere extern și reducând riscurile de emisii fugitive.